18949568948
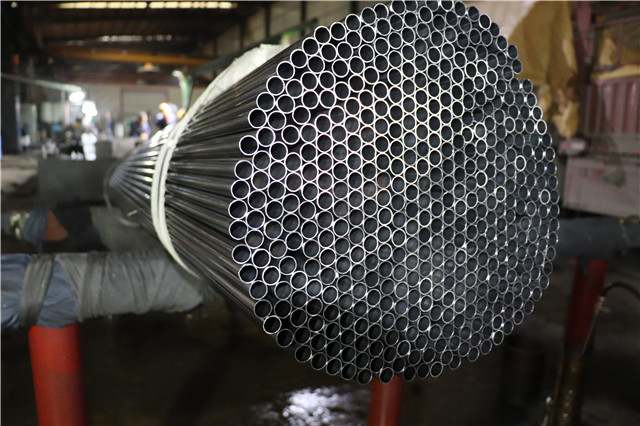
����С�ڏ����ܼӹ���ˇ��һ�����s���������^�̣��漰�����h����ÿ�����E�����P��Ҫ���Դ_���aƷ���|�������ܡ������nj�С�ڏ����ܼӹ���ˇ��Ԕ����B��
����һ��ԭ���Ϝʂ�
����䓰�z�y����䓰��M�����a��֮ǰ����Ҫ�M��ȫ�峬���z�ԙz�y䓰�Ȳ��Ƿ����ȱ�ݣ����Ѽy���A�s��ȡ��@�DZ��C�����|������Ҫһ����
���������c�߅��ͨ�^�߅�C��䓰�ăɂ�߅���M�������ʹ���_�������䓰匒�ȡ���߅ƽ�жȺ��¿��Π�@һ���E�_���˺��m�ӹ�������M�С�
�������������c����
�����A����ʹ���A���C��䓰��M���A����ʹ���������Ҫ���ں���^���䓰壬����ʹ�É����C�M���A����
�������ͣ��ڳ��͙C�ϣ����A�����䓰��M�ж���뉺���ȉ��ɡ�J���Σ��ى��ɡ�C���Σ�������_�ڵġ�O���Σ��γɺ��ܵij����Π
�����A�������Ú��w���o�������ͺ�ĺ����M���B�m���ӣ��γɳ����ĺ��p��
�����Ⱥ��c�⺸�����ÿv�ж�z���ں��ܵăȂȺ�����M�к��ӣ��_�����p���ι��Ժ��ܷ��ԡ�
����������̎���c�z�y
�������������������C䓹��M�����������C�͑���Ҫ�Ĝʴ_�ߴ磬������䓹܃ȑ����ķֲ���B��
������̎���������Ӻ��䓹��M�П�̎�������������ӑ��������䓹ܵď��Ⱥ����g���ܡ�
�����ӹ�̎���������ܿ�ƽ����������P�ȣ��_��䓹ܱ���Ĺ❍�Ⱥ������ȡ�
�����z�y�������͑�Ҫ��С�ڏ������M�г����z�y��X�侀�z�y��ˮ��ԇ�ȣ�߀�����M�з�����Ϳ��̎�����@Щ�z�y���E�_���˺��ܵ��|���������P�˜ʺͿ͑�����
�����ġ�����ӹ���ˇ
��������ijЩ������͵�С�ڏ����ܣ���С�ڏ��������ܻ���ηǘ˺��ܣ�߀��Ҫ��������ļӹ���ˇ�����磬��ηǘ˺�����Ҫ���^���Ϝʂ䡢��ϴ����ϴ����ɵ��A̎�����E��Ȼ��������ΙC�M����β������M�П�̎�����Cֱ��ˮ��ԇ�Ⱦ������E��
�����C��������С�ڏ����ܵļӹ���ˇ��һ�����s���������^�̣��漰�����h���Ͷ������E��ÿ���h������Ҫ��������|���ͼ��g�������Դ_���aƷ���|�������ܡ�ͬ�r���S���Ƽ����M���͑����I��IJ�����չ��С�ڏ����ܵļӹ���ˇҲ���������ºͰlչ��


��һ�� �Pע�֙Cվ

















 �ھ��ͷ�
�ھ��ͷ�